MVTec is a leading manufacturer of standard software for machine vision.
MVTec products are used in a wide range of industries, such as semiconductor and electronics manufacturing, battery production, agriculture and food, as well as logistics. They enable applications like surface inspection, optical quality control, robot guidance, identification, measurement, classification, and more. By providing modern technologies such as 3D vision, deep learning, and embedded vision, software by MVTec also enables new automation solutions for the Industrial Internet of Things aka Industry 4.0.
With locations in Germany, the USA, France, Benelux, Spain, China, Taiwan, and South Korea as well as an established network of international distributors, MVTec is represented in more than 35 countries worldwide. www.mvtec.com
Production conditions change – lighting, process parameters, and new product variants can all challenge existing machine vision systems. In this demo, Agnes Weinhuber from MVTec shows how Continual Learning helps deep learning classification models adapt directly on the edge. The system detects a new object class using out-of-distribution detection, saves sample images, and retrains the model in seconds using only 5 to 15 images – without needing a GPU server or external development PC. Watch the video [Picture from video by MVTec Software on youtube.com]
In this talk from MVTec Innovation Day 2026, discover how MVTec Research turns scientific ideas, customer feedback, and real industrial challenges into practical machine vision innovation. The session highlights MVTec’s contribution to industrial anomaly detection, including the MVTec Anomaly Detection Dataset, MVTec LOCO-AD, Global Context Anomaly Detection in HALCON, and the new MVTec AD2 dataset. Learn why industrial machine vision needs more than state-of-the-art research on paper — it needs reliable, deployable solutions for real-world production, quality inspection, automation, and industrial AI applications. Watch the video
It can shape development speed, long-term flexibility, and total system costs in industrial machine vision. In the latest MVPro Media Vision Podcast, Heiko Eisele, President of MVTec America, discusses why software-driven machine vision matters, where open-source tools reach their limits in production, and how AI, data management, and usability are changing vision development. Read more [Picture source: MVTec Software on linkedin.com]
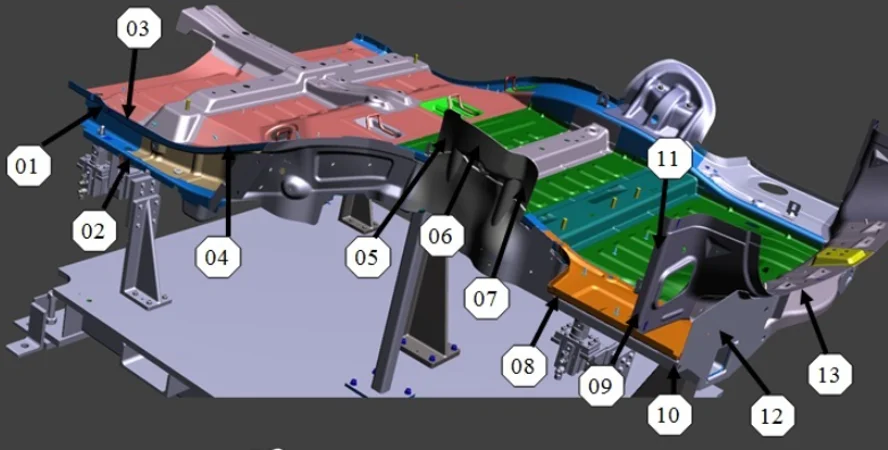
Due to their intricacy, traditional inspection processes are often conducted manually and limited to spot checks. But Vista Solutions Inc. with offices in Canada, the US and Mexico has developed a breakthrough solution that changes that: the Flex-Inspect Platform. This automated inspection system leverages advanced machine vision to perform comprehensive measurements of automotive underbody trays – enhancing both accuracy and throughput. Read more
MVTec Software GmbH and ZEISS have announced a strategic collaboration. As part of this partnership, ZEISS is integrating the machine vision software MVTec HALCON as the foundation for image processing in ZEISS Blockwise, the new software platform for automated microscopy. Read more
Every defective part creates a triple cost: wasted material, rework labor, and lost capacity. Across the industry, these hidden drains add up to millions, yet many sites still rely on manual inspection. Machine vision changes the equation. With 30% higher defect detection accuracy, manufacturers significantly reduce scrap and rework while lowering material and energy waste. Read more [Picture source: MVTec Software on linkedin.com]
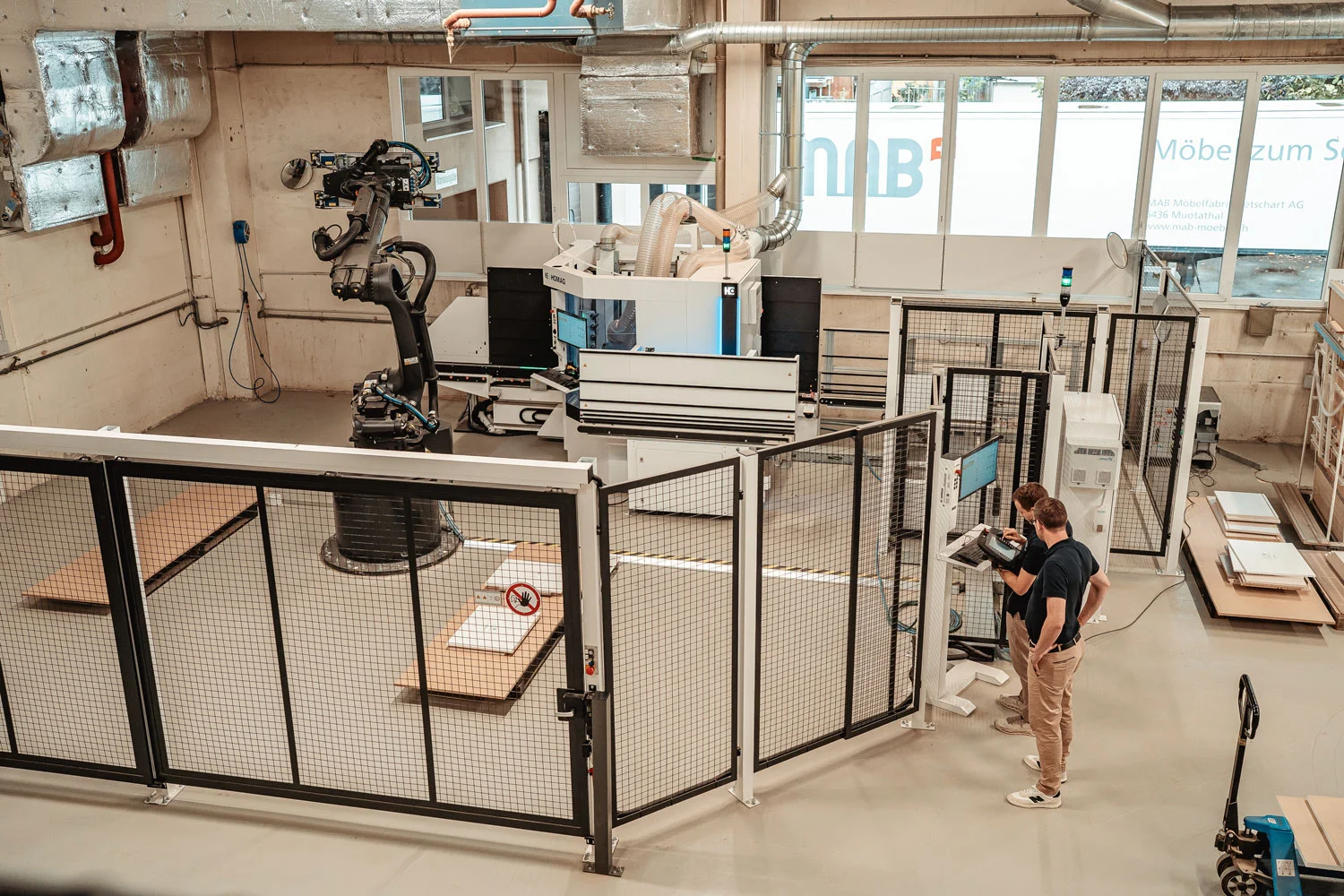
As in many industrial areas, automation is advancing in furniture production as well. One example of this is MAB Möbel AG from Switzerland: with the support of HOMAG Bohrsysteme GmbH and MVTec Software GmbH, this furniture manufacturer automated the loading process around a vertical CNC machining center with robotic handling. Using MVTec HALCON, a robot picks up wooden workpieces from a chaotically arranged stack, feeds them to the machining center, and removes them after processing. Read more
According to recent studies, the global machine vision market is rapidly growing and is expected to reach USD 41.7 billion by 2030. Companies are increasingly benefiting from automation through machine vision, which enhances efficiency and quality control. Read more [Picture source: MVTec Software GmbH op linkedin.com]
The food industry is experiencing a transformative shift in quality control, due in part to advances in artificial intelligence (AI). When combined with rule-based machine vision, AI is enabling automation of processes that were previously impossible, unlocking new levels of productivity and quality assurance. One such breakthrough has been developed by Eberle Automatische Systeme, a leader in automation solutions, with a focus on the cheese-ripening process. Read more [Picture source: MVTec Software on linkedin.com]
In the pharmaceutical industry, strict compliance regulations require medical product packaging to be correctly labeled before delivery. To meet these requirements, the Chinese company Shenzhen Jiangrun Xuneng Technology has developed a powerful machine vision solution that automatically reads and verifies printed character codes using OCR. At the core of the application is HALCON, which enables efficient visual inspection and significantly improves product quality. Read more [Picture source: MVTec Software on linkedin.com]